ISO-GPS: Oberflächenbeschaffenheit / Rauheit (ISO 21920)
Die DIN EN ISO 1302 für die Angaben der Oberflächenbeschaffenheit und die Normen zu den Begriffen, den Parametern und den Spezifikationsoperatoren wurden im Dezember 2022 durch die neue Normenreihe DIN EN ISO 21920 ff. ersetzt. Zurzeit stehen folgende Normen zur Verfügung:
- DIN EN ISO 21920-1:2022-12
GPS – Profile Teil 1: Angabe der Oberflächenbeschaffenheit
(Ersatz für DIN EN ISO 1302:2002) - DIN EN ISO 21920-2:2022-12
GPS – Profile Teil 2: Begriffe und Parameter für die Oberflächenbeschaffenheit
(Ersatz für DIN EN ISO 4287, DIN EN ISO 13565-2, -3) - DIN EN ISO 21920-3:2022-12
GPS – Profile Teil 3: Spezifikationsoperatoren
(Ersatz für DIN EN ISO 4288)
Mit diesen Normen sind neue Angabemöglichkeiten und Regeln vorhanden:
- Oberflächenmessverfahren (mechanische und elektromechanische Profile)
und Messrichtung (Profilrichtung) - Filterung nach der Normenreihe DIN EN ISO 16610-21 und DIN EN ISO 16610-31.
- Spezielle Mess- und Auswerteverfahren zur Beurteilung der Funktion einer Oberfläche.
- Angaben und Auswertung von Materialanteil/Traganteil sind definiert.
- Die Messparameter werden nicht mehr nach einer Vormessung bestimmt, sondern aus
der Spezifikation (Zeichnungsangabe oder default nach Norm). - Keine Unterscheidung zwischen periodischen und nicht-periodischen Profilen bei der Filterung.
Da die ISO 21920 die ISO 1302 ersetzt, gilt bei Zeichnungsänderung automatisch die neue Norm. Wenn das nicht gewollt ist, muss hinter der alten Norm ISO 1302:2002 das Ausgabedatum ergänzt werden.
Die aktuellen Toleranzakzeptanzregeln sehen drei Spezifikatoren vor:
- „Tmax“ – Höchstwert-Toleranzakzeptanzregel ist anzuwenden
- „T16%“ – 16%-Toleranzakzeptanzregel ist anzuwenden
- „Tmed“ – Median- Toleranzakzeptanzregel ist anzuwenden (n ≥ 3)
(Messwerte außerhalb der Spezifikation werden nicht berücksichtigt)
Die Höchstwert-Toleranzakzeptanzregel „Tmax“ stellt die Default-Definition dar. Sie gilt mit und ohne „Tmax“-Angabe. Tmax kann zur Eindeutigkeit an einer Spezifikation angegeben werden.

Abb. 1: Übersicht der Toleranzakzeptanzregeln
Mögliche Zeichnungseintragungen nach DIN EN ISO 21920-1
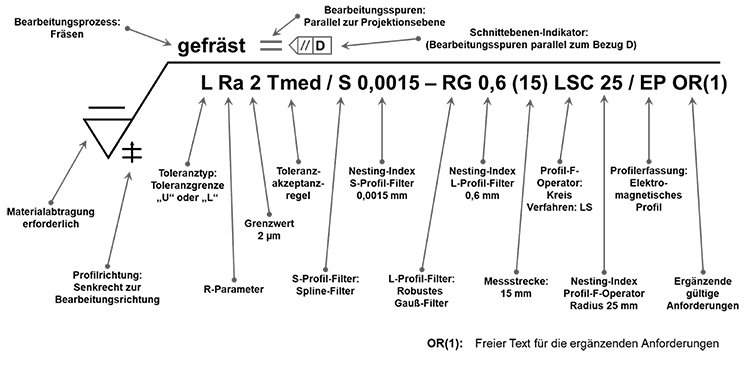
Abb. 2: Mögliche Zeichnungseintragungen nach DIN EN ISO 21920-1
Angabe der Oberflächenrillen ohne einen Bezug
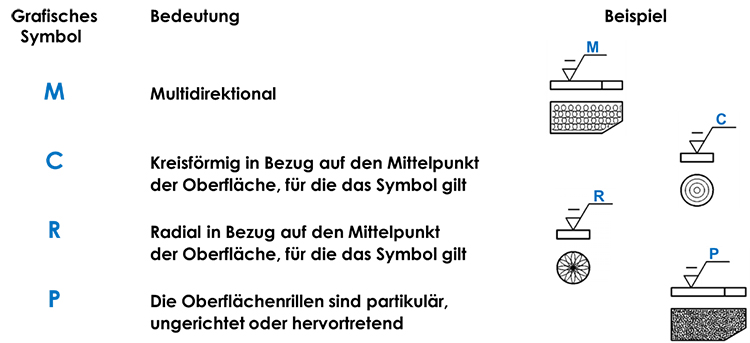
Abb. 3: Angabe der Oberflächenrillen ohne einen Bezug
Angabe der Oberflächenrillen und der Richtung der Bearbeitungsspuren in Bezug zu einem Geometrieelement des Werkstücks
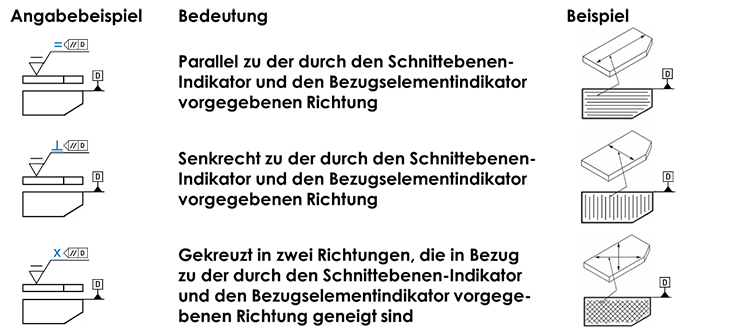
Abb. 4: Angabe der Oberflächenrillen und der Richtung der Bearbeitungsspuren in Bezug zu einem Geometrieelement des Werkstücks
Mindestangabe von Kenngrößen mit und ohne festgelegte Defaults
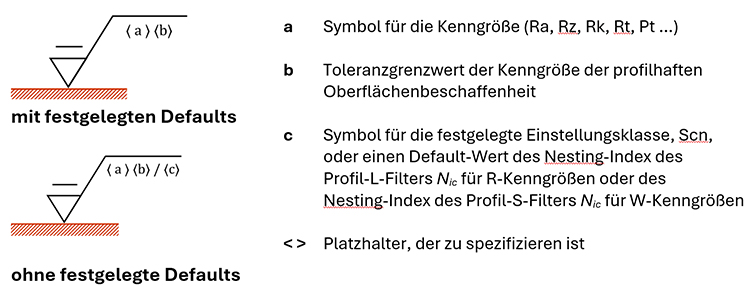
Abb. 5: Mindestangabe von Kenngrößen mit und ohne festgelegte Defaults
Aktuelle Begrifflichkeiten zur Oberflächenbeschaffenheit nach DIN EN ISO 21920
| Begrifflichkeit | Definition |
|---|---|
| S-Filter (S – small) | Filter zur Eliminierung kurzwelliger Anteile (Tiefpass-Filter) -> (bisher λs) (Profil-Filtertypen der Normenreihe ISO 16610) |
| L-Filter (L – large) | Filter zur Eliminierung langwelliger Anteile (Hochpass-Filter) -> (bisher λc)(Profil-Filtertypen der Normenreihe ISO 16610) |
| F-Operator | Formentfernung (z.B. LS-Linie, LS-Radius, Polynom) |
| Nesting Index (Nis, Nic, Nif) | Numerischer Wert für S-Filter, L-Filter oder Form-Operator (Grenzwellenlänge) |
| Profilpunktkenngröße (Auswertelängen-Kenngrößen) | definiert über alle Messpunkte des Profils (gilt für die Mehrzahl der Parameter – alte, umbenannte und neue) |
| Merkmalkenngröße (Abschnittlängen-Kenngrößen) | an ausgewählten topografischen Merkmalen definiert (gilt nur für wenige Parameter) |
| le – Auswertelänge | (bisher Gesamtmessstrecke ln) / Auswertelängen-Kenngrößen |
| lsc – Abschnittslänge | (bisher Einzelmessstrecke lr) / Abschnittslängen-Kenngrößen |
| nsc – Anzahl Abschnitte | (bisher Anzahl Einzelmessstrecken) |
Messbedingungen für Rz und Ra nach ISO 21920-3
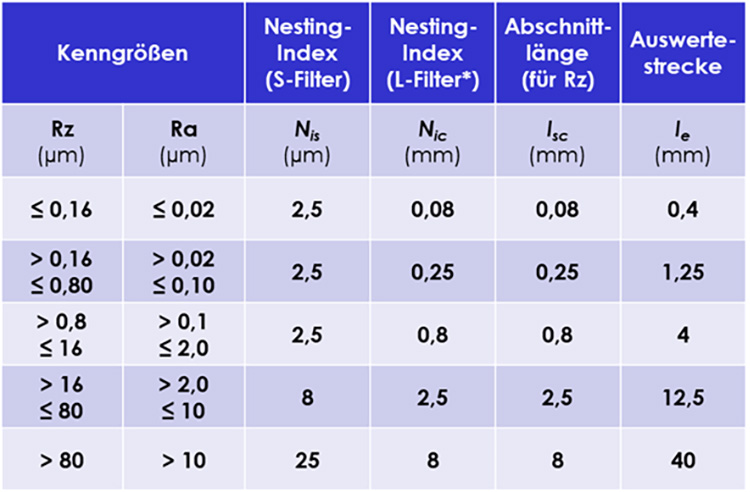
Abb. 6: Messbedingungen für Rz und Ra nach ISO 21920-3
Interpretation und Vergleich von Zeichnungsangaben
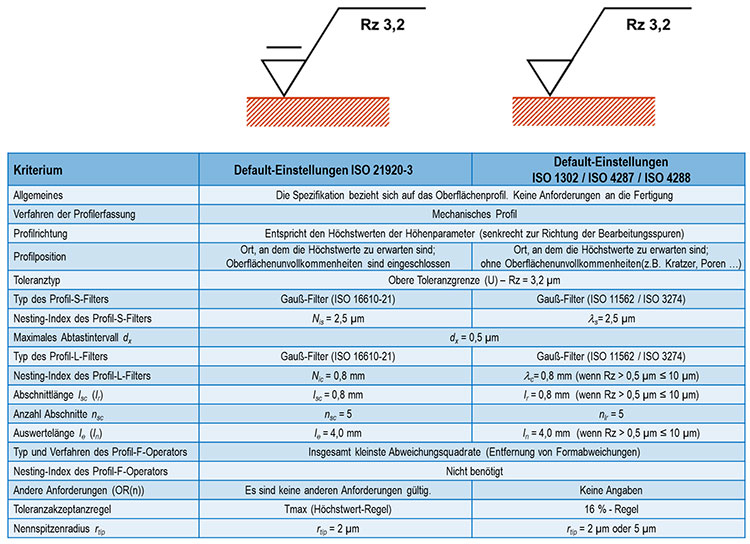
Abb. 7: Interpretation und Vergleich von Zeichnungsangaben
| Informieren Sie sich in weiteren Fachartikeln der ISO-GPS-Beitragsreihe In der ISO-GPS-Beitragsreihe erhalten Sie einen kompakten Überblick über das ISO-GPS-System, den aktuellen Normungsstand, den Tolerierungsgrundsätze, dem GPS-Matrix-Modell und die Möglichkeiten zur Anwendung:
|
Der Autor Manfred Weidemann ist DGQ-Trainer und Geschäftsführer von Quality Office. Quality Office betreut seit über 25 Jahren kleine und mittelständische Unternehmen in den Bereichen Qualitätsmanagement, Prozessoptimierung, Zeichnungsprüfung und Längenprüftechnik/Fertigungsmesstechnik.